| 2023-11-02 14:45:54 | 浏览次数: | 字体:[ 大 中 小 ] |
一、公司简介
单位法定名称: 正大蛋业(山东)有限公司
发展历程: 本项目自2020年开工建设,2021年开工并产出第一枚鸡蛋,预计2023年达到满产状态。
总体建设期: 三年
具体地点: 山东省潍坊市安丘市景芝镇中王庄村村南
占地面积: 占地696亩,总建筑面积155,035㎡
主营业务: 蛋鸡养殖、食品生产、销售
人员结构:公司设有饲料事业部、养殖事业部、食品事业部、财企、人力、行政、销售及销售支持等众多部门,截止填报日期,公司正式员工共计312人。
获得的主要业绩、荣誉:
1、获得中国电子技术节能协会认证,成为了全球首家获得低碳产品标签的鸡蛋产品。
2、2022年度全市文化和旅游工作先进单位。
3、正大鸡蛋荣获食品界诺贝尔奖“蒙特金奖”。
4、三款产品外观专利正在申请中。
5、已经通过HACCP、ISO9001、ISO22000、FSSC22000四项体系认证
企业性质:有限责任公司
二、信息化建设相关介绍
正大蛋业(山东)有限公司,主要建设有青年鸡一场、青年鸡二场、蛋鸡场、饲料厂、蛋品分拣车间、鸡蛋科普馆等,项目占地696亩,总投资10.94亿元,是全亚洲目前最大的蛋鸡养殖项目,预计2023年下半年项目实现满产,满产后存栏青年鸡90万只,蛋鸡360万只,年产鸡蛋6.3万吨,年产饲料14万吨,产业链主产值13.8亿元。
饲料工业化:正大蛋业(山东)有限公司年产饲料约14万吨,自动化程度极高,仅需要七名人员参与生产加工。饲料生产全程自给自足,自有饲料厂全程负责饲料调配及生产工作。饲料中添加60%一级优质玉米、20%纯优质豆粕、1级豆油及含钙量高的石粉,饲料成品较普通养殖高0.6-1元/公斤。
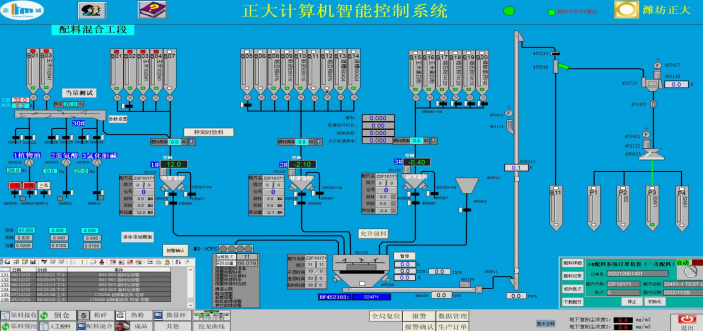
混合系统采用江苏丰尚机电制造有限公司的双轴高效桨叶式混合机,时效可达68T/H,混合时间只需60S,CV值在3.5以下;对开门式放料设计,具有出料快,残留小的优点。
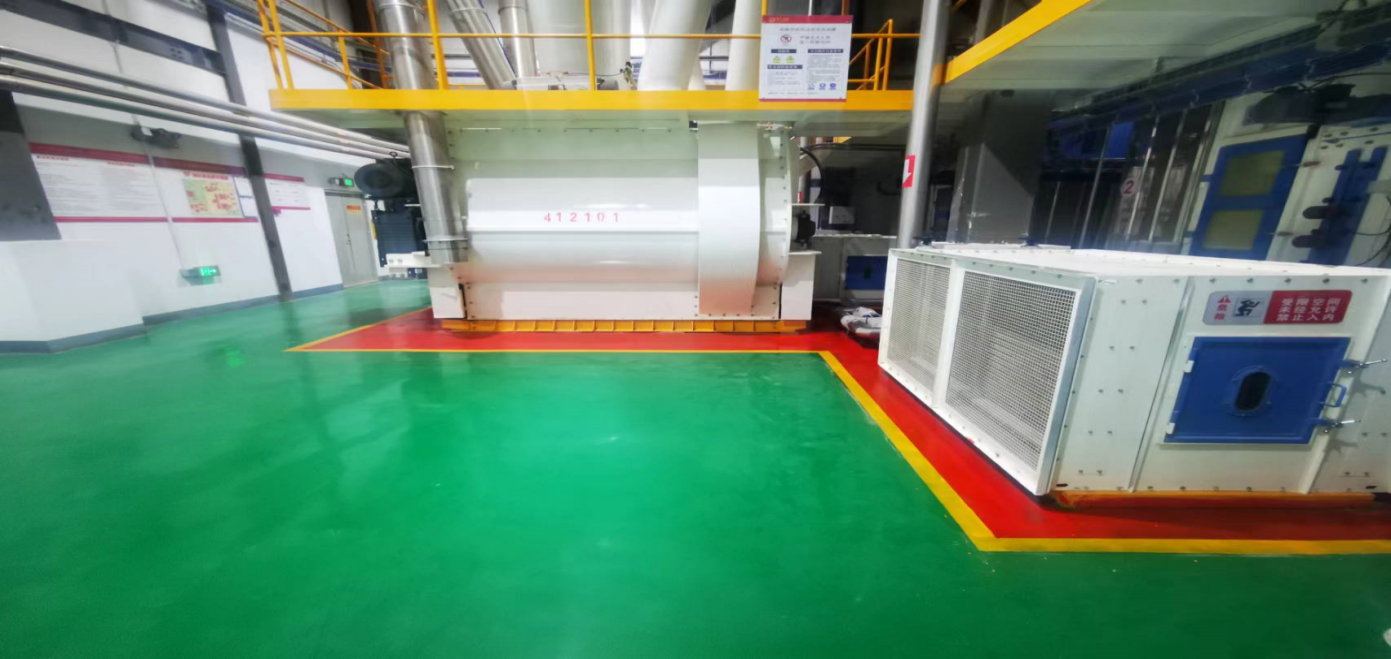
采用天一高德全自动微量元素配料系统,直接与CPS系统对接,混合后进入复检秤,多重检验,保证配料准确度,复检合格直接进入混合机,无人工投料环节。高精度配料,精度可达1‰

成品100%散装化,当天生产,当天检验,当天输送到鸡舍,保证鸡能吃上最新鲜的饲料;成品仓具有独有的防分级工艺,规避饲料分层问题。


原料接收系统采用双翻板设计,玉米线单小时可接收100T玉米,豆粕线单小时可接收80吨豆粕,双翻板为独立运行,单人可同时遥控两台设备卸货,单人单班可接收散装原料1400T。

工厂配有两个单仓可存放2500吨玉米筒仓;8个单仓可存放280吨粕类仓;4个单仓可放250吨的矿物质仓,可存放散装原料8300T;一个1200㎡原料库,可存放原料约600吨,原料散装率在95%以上。
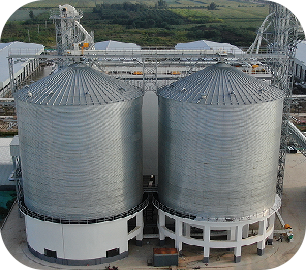
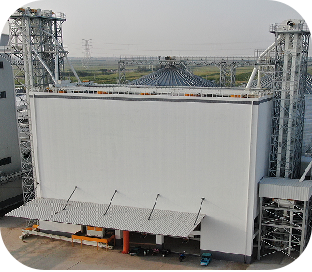
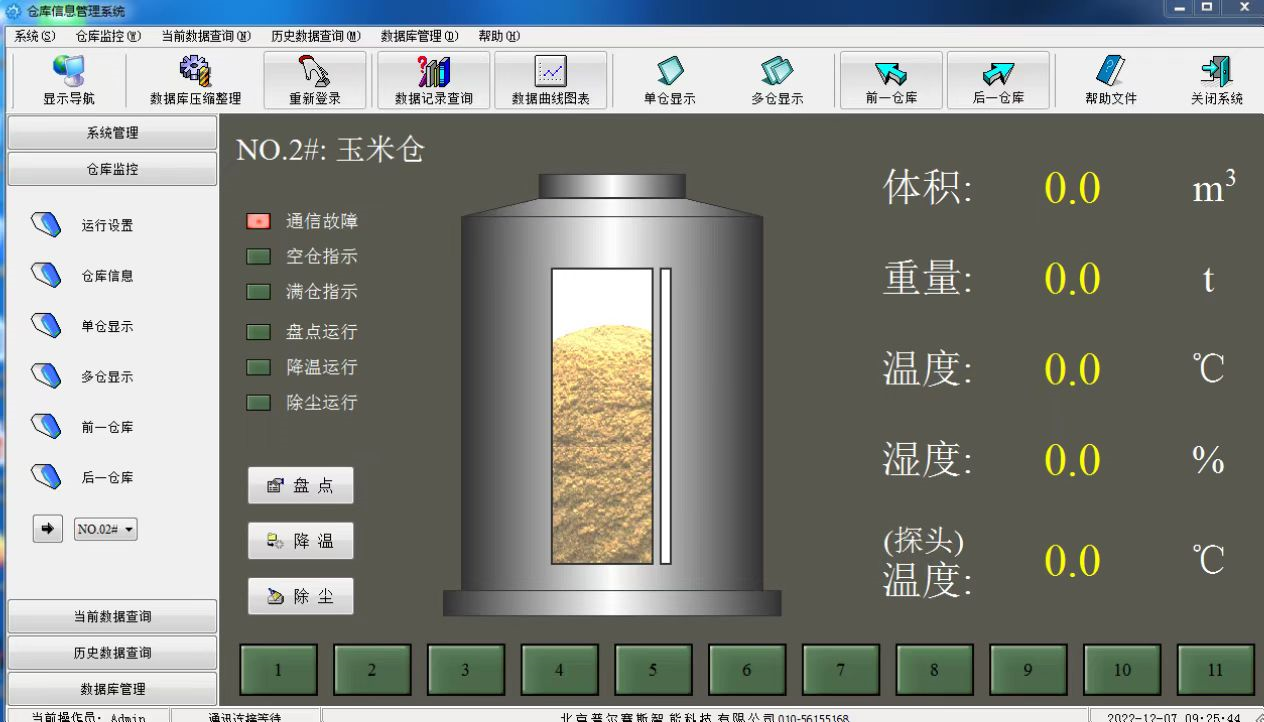
筒仓、方仓采用3D料位显示系统,实时监控仓内原料存储数量;筒仓玉米使用安徽弘恩测温系统,实时监控仓内玉米质量。
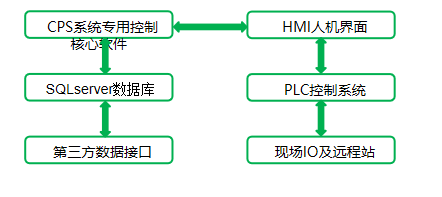
软件方面,我们配备了上海正诚全自动CPS配料系统,单人单班可生产500T饲料。CPS(CP smart system)系统是由上海正诚与正大集团饲料生产职能线联合研发的具有自主知识产权的饲料厂智能控制系统。目前已经在集团内外二十几家工厂成功应用。
系统主要包括 PLC、人机界面、后台数据库、数据管理及接口等几部分组成.电脑采用 DELL 高端工作站,双硬盘冗余,不低于 8G 内存,24 寸显示器,保证系统稳定可靠的运行,原装正版 Windows 系统、三年免费上门维修服务等多重保障;PLC 采用西门子最先进的博图 V15.1 平台,大型高端 1500 系列 PLC,Profinet通讯协议;CPS 系统采用分布式设计,现场远程站采用德国 Wago 远程模块和适配器,超低温
模块可以在-25℃ 的恶劣环境下稳定运行;CPS 系统的现场工作站采用 15 寸触摸屏,大气美观、可操作性强。
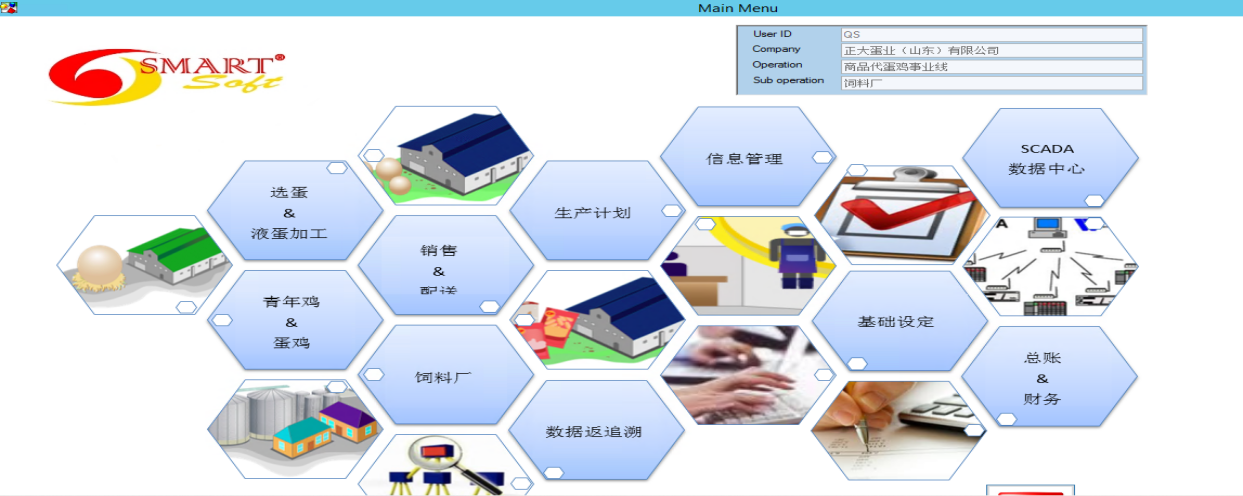
智能系统应用:从原料接收到成品出厂全程使用SS系统,除磅单打印以外实现无纸化作业;
降低沟通成本:省掉人员走动交接环节,提高工作效率,降低人为错误率;
文件保密工作:配方为系统交接,除中控外无人查看。
公司满产后,饲料加工厂年耗用原料14万吨,其中80%以上采购于山东省内,拉动了3.8个亿的原料销售和1100万元配套运输业务;解决了潍坊当地7万余亩玉米的销售问题,给农民增收60元/亩。
养殖事业部:正大蛋业(山东)有限公司满产后,存栏蛋鸡360万羽、青年鸡90羽,是全亚洲规模最大、自动化程度最高的蛋鸡养殖项目,公司生产采用全自动化、机械化的养殖模式,采用世界先进的养殖设备。蛋鸡舍内环境舒适,恒温恒湿,保证鸡群健康成长。喂水、喂料全程自动化控制,并有机器人全程监控。营养全面、匀衡的饲料喂养,确保鸡群健康生成所需的营养产蛋期间不使用任何抗生素,确保鸡蛋无药物残留,从而保障了鸡蛋的食品安全。
蛋鸡场共计20栋鸡舍,每栋鸡舍存栏约18万只蛋鸡,每栋共7列笼架,每列10层(楼上楼下各5层),每列1480笼,每笼饲养17只鸡,共10360个笼,最大存栏176120只产蛋鸡。

鸡舍配备全自动喂料系统,通过自动化电脑程序设定走料时间控制行车航程。
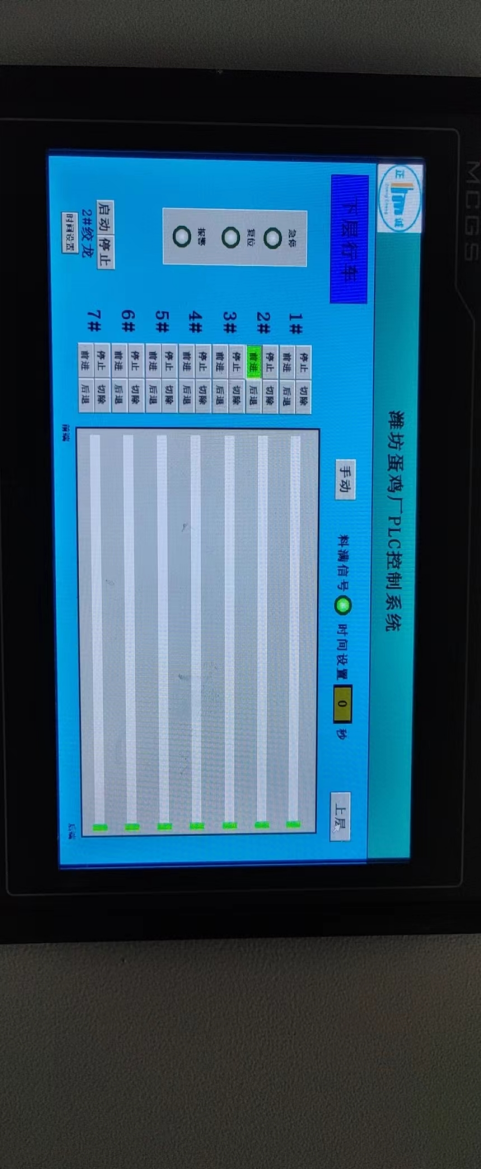

同时,鸡舍内通过全自动的环控系统,控制鸡只饮水及饮水压力壶的上水工作。


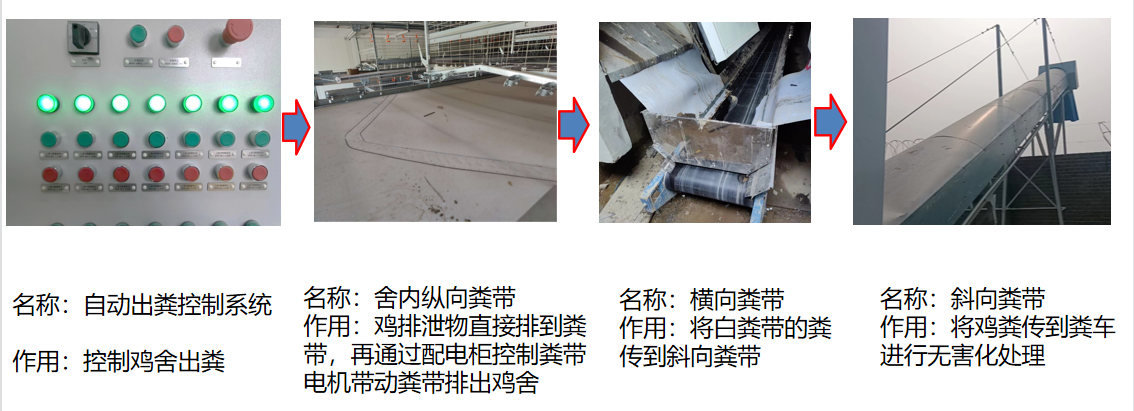
鸡粪排污方面,通过自动出粪控制系统自动将鸡粪通过传送带运输到运输车辆上,拉入有机肥厂进行无害化处理。
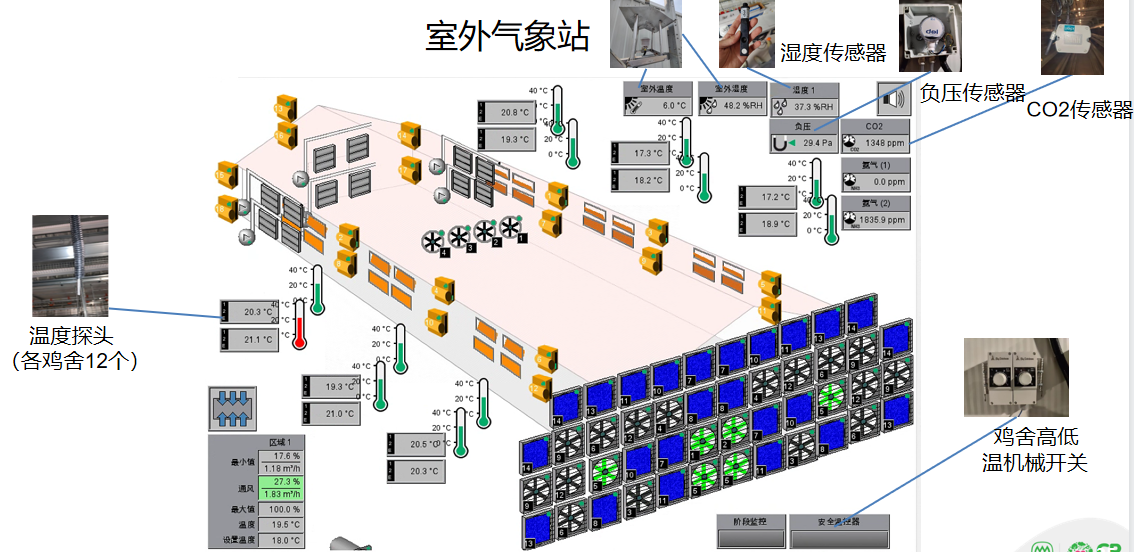
每栋鸡舍配备有54英寸排风机及自动化小进风窗,通过环控电脑统一控制,保证鸡舍正常通风量,确保鸡群的健康。

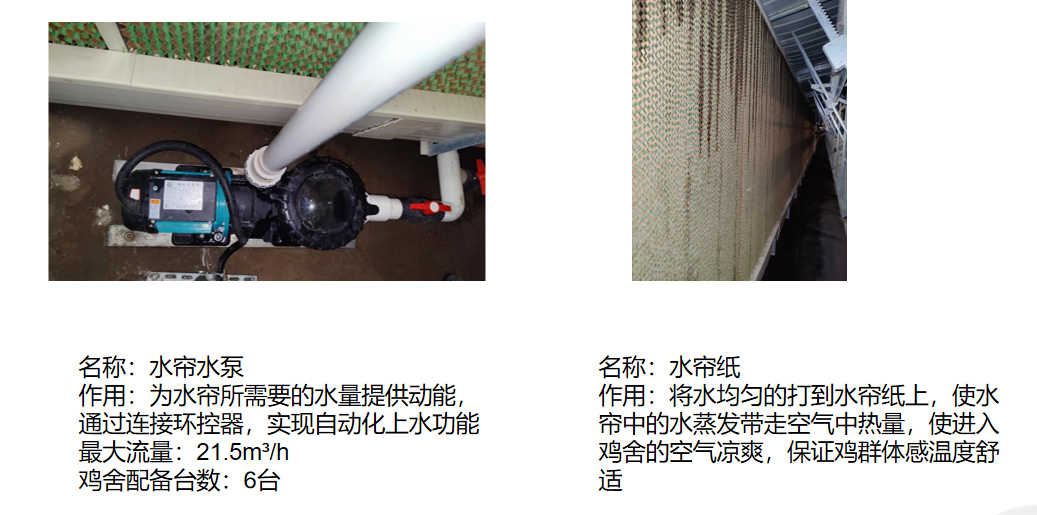
为应对炎热的夏季,厂区内陪配备有自动化制冷系统,即使根据外界温度对鸡舍温度进行调整。
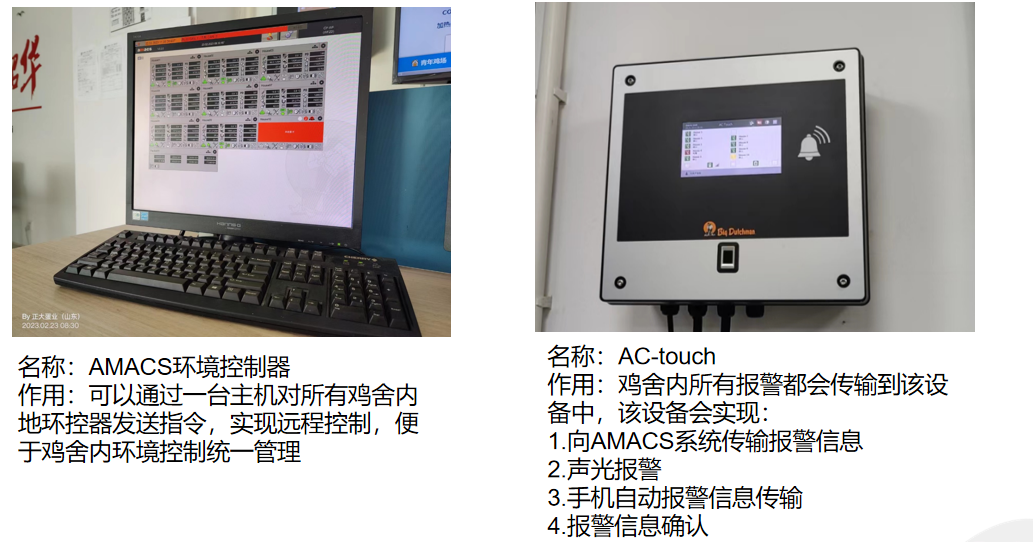
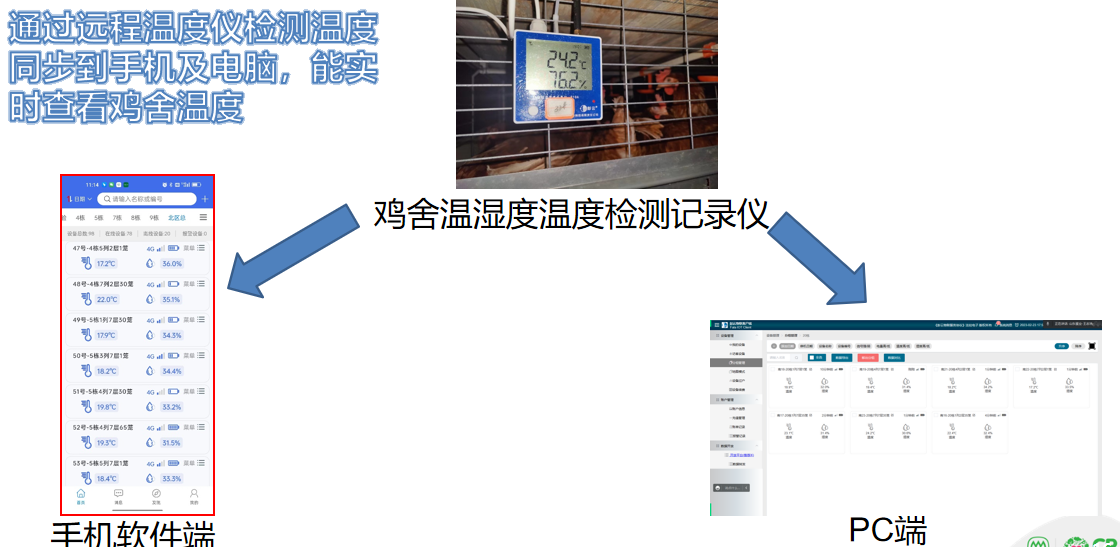
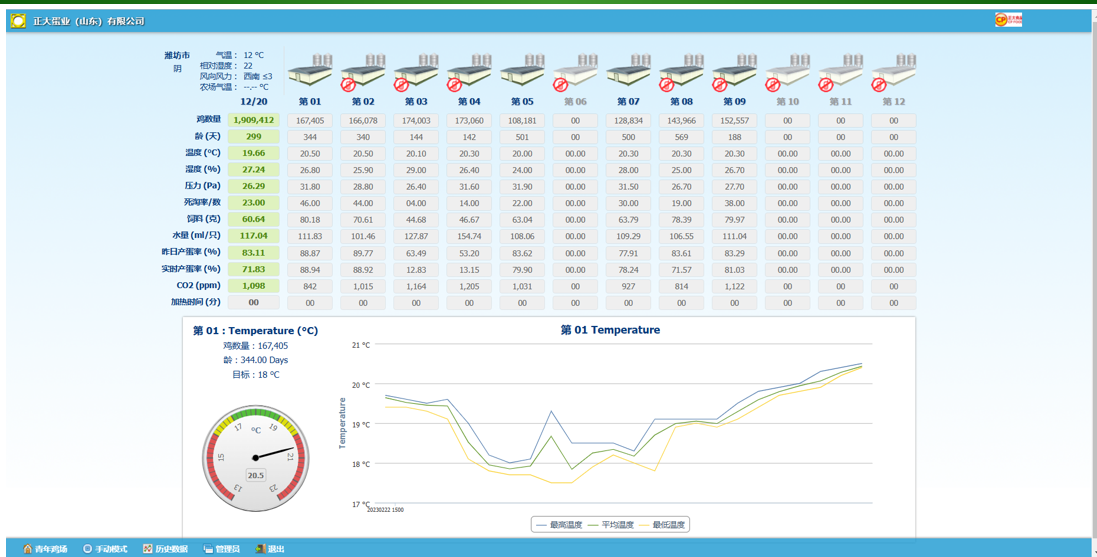
每栋鸡舍内装备有AMACS环境控制器,通过鸡舍内温度传感器、二氧化碳浓度传感器、负压传感器等检测设备形成一套完成的自动化环控系统,对于每栋鸡舍内的异常数据可以进行报警,养殖人员针对报警信息第一时间进入到鸡舍内解决相应问题,通过人控制电脑、电脑操作设备形成了一套全自动化的养殖体系。
鸡蛋收集方面,通过中央蛋链、蛋梯等全自动化设备,将鸡蛋输送到食品事业部进行分级加工。

鸡蛋分级与加工:我公司实现了现代化规模养殖,自动化生产运营模式,壳蛋分级加工采用世界先进的荷兰MOBA设备,每小时可以处理18万枚鸡蛋,全过程确保产品质量与安全。采用德国进口ABB自动码垛机器人、AGV无人叉车,生产高度自动化、无人化,实现自动装箱、自动进托、机器码垛、自动入库。
液蛋加工采用丹麦进口Sanovo蛋液生产设备,打蛋速度66000枚/小时,全程管道密封运输,通过巴氏杀菌工艺进行灭菌,有效将保质期延长至45天左右。蛋液产品根据市场需求细分为:巴杀全蛋液、巴杀蛋黄液、巴杀蛋白液等。
该设备配备了6条自动传输蛋链,满足养殖19栋鸡舍鸡蛋自动传输,每条传输蛋链6万枚/小时。

鸡蛋大小头转换工序:保证鸡蛋大小头位于同一个方向,为下步鸡蛋清洗工序做准备。

鸡蛋清洗,去除鸡蛋表面污物,分为3道工序,第一道是粗略清洗,第二道细清洗、第三道精清洗,保证鸡蛋表面干净,无异物。

鸡蛋烘干,将鸡蛋表面水渍烘干,鸡蛋在传输滚轮旋转的条件下,通过烘干热风360°无死角吹干。

脏蛋检测,识别检测脏蛋,传输滚轮带动鸡蛋旋转,通过脏蛋摄像机360°无死角拍摄检测识别。

隐纹、裂纹检测,识别检测隐纹、裂纹鸡蛋,该装置使用声学信号来检查蛋壳上的破口,破口按照其在禽蛋上的位置和破口的大小进行区分。
UV杀菌,鸡蛋表面杀菌,紫外线杀菌系统 (UV Disinfection System) 使用 UV-C 光以减少蛋壳的细菌污染。


分级包装,将鸡蛋分级包装,通过中控电脑,按工艺要求设置生产任务,设备分级进行包装,自动装箱、自动封箱生产。


自动码垛机器人,产品外箱通过码垛机扫码系统,自主识别不同产品类型并自动将其码放到对应的垛位,码放六层后自动将托盘传送出操作区域,每个机器人可以同时识别4种产品类型。

AGV无人叉车,机器自动叉取产品,无人叉车代替人工,叉取成品入库,通过自动化控制系统,人员节省达80%,生产过程减少了人员接触,确保了产品品质和食品安全。
食品安全方面:正大蛋业(山东)有限公司2022年省级、市级抽检产品共计进行了47次结果均为合格,100%通过。在2022年度对生产端的蛋品送第三方型式检测共计15次,检测项目共计71项,农残药残、重金属、微生物等项目均合格。
目前正大蛋业(山东)有限公司已经通过HACCP、ISO9001、ISO22000、FSSC22000四项体系认证,并且壳蛋产品已经取得无抗产品认证证书、可生食产品认证证书以及液蛋产品的无抗产品认证证书。同时正大蛋业(山东)有限公司已经通过了百胜(中国)集团的FSA准入审核和美国沃尔玛公司旗下的山姆验厂审核,并均已开始日常供货。
2022年,正大蛋业(山东)有限公司获得中国电子技术节能协会认证,成为了全球首家获得低碳产品标签的鸡蛋产品。据统计,平均生产一枚鸡蛋产生二氧化碳26.59克,比散养鸡蛋减少了碳排放75%。
公司食品安全部会对每一批出厂鸡蛋进行新鲜度检测,我们采用以色列ORKA进口的鸡蛋新鲜度测定仪进行检测,以确保每一枚鸡蛋新鲜度达到AA级,满足出厂标准。产品从源头把控安全,全产业链安全可控,确保饲料不添加激素,严格的防疫制度和免疫程序,确保无沙门氏菌感染。同时,一颗合格的正大鸡蛋,要经过100%蛋表清洗、脏蛋检测、隐纹检测、及紫外线杀菌、全自动包装,最后检验合格才允许出厂。
我司自项目建设初期就秉持由人控制电脑、电脑控制设备的先进理念,不断加大在自动化设备方面的投入,降低人工成本的同时极大的提供了项目整体的自动化水平。
三、联系我们
邮编:262100
电话:15853675686
邮箱:zddysdxzh@163.com
客服热线:0536-8899918
公众号: 山东正大蛋业
网站平台:正大集团官网 (cpgroup.cn)